












应用场景
机械加工、半导体、刀具制造、环境试验箱、热处理设备、配电柜、石英加工、军工加工、清洗湿法、电力/储能/电柜、3C制造、钛/镁材料加工、医疗行业、航空/航天、电火花加工、环保设备、危险品、测试实验室......
装置组成
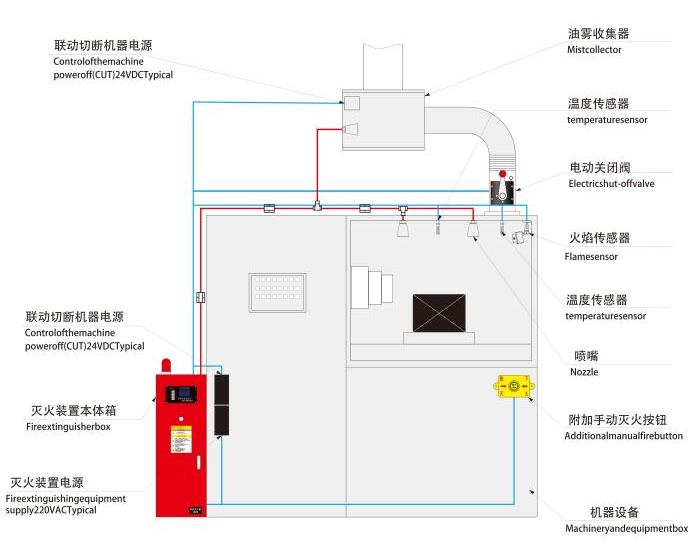
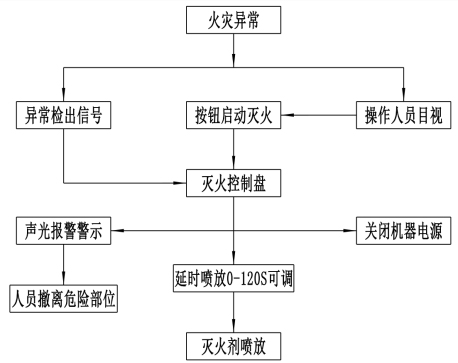
灭火流程
精密机床安全应用技术 极早期“守门员”机床自动灭火技术
CNC机床火灾燃烧特性分析:
普遍用于机床的用油绝大多数为闭杯闪点60℃以上的丙类可燃液体,其燃烧特性描述为明火并伴随大量烟雾,加工点引起的热量聚集,引燃油蒸汽或油雾(气、液两相混合物),燃烧特点为闪燃,闪燃放大热能后会引燃液态油的燃烧,该类燃烧会持续扩大,并附加随着液体流淌扩大燃烧面。
一、关于CNC机床火灾
大多数使用油性切削液的CNC机床,往往存在着较为严重的火灾隐患。
二、CNC机床火灾分析
可燃物分析:
对于使用油基冷却液、研磨切削油的CNC机床,通常主要可燃物为机床用油(丙类可燃液体),其它可燃物为少量电线电缆包覆用橡胶。
CNC机床火灾燃烧特性分析:
普遍用于机床的用油绝大多数为闭杯闪点60℃以上的丙类可燃液体,其燃烧特性描述为明火并伴随大量烟雾,加工点引起的热量聚集,引燃油蒸汽或油雾(气、液两相混合物),燃烧特点为闪燃,闪燃放大热能后会引燃液态油的燃烧,该类燃烧会持续扩大,并附加随着液体流淌扩大燃烧面。
CNC机床火灾温度特性曲线示意图
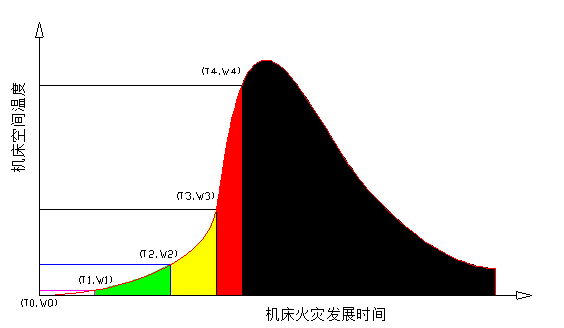
| W0-机床空间正常环境温度单位 ℃(摄氏) | T0-机床工作异常计时时间单位S(秒) |
| W1-机床产生明火时的空间环境温度 | T1-机床产生明火,极早期报警开始时间 |
| W2-机床空间环境标准设定火灾报警温度W0+ 30℃ | T2-守门员系统启动灭火开始时间 |
| W3-机床重要机械部件损坏空间环境温度 | T3-重大损失相对应的火灾发展时间 |
| W4-机床达到报废标准的空间环境温度 | T4-机床报废损失相对应的火灾发展时间 |
注:以上温度测量点均为机床内部(顶部)最不利热量传导点的空间环境温度。
三、CNC机床火灾损失分析
绿色区域
W1明火产生初期,此时着火点明火火焰外延直径≤30mm,着火点局部温度已经大于油品的闪点(闭杯),但是由于火灾初期热量发出或辐射量较小,热量传导至机床空间环境温度一般在W0+2℃~W0+5℃。
W2标准设定火灾报警温度W0+ 30℃,考虑到空间环境的温度波动以及降低误动作带来的不必要损失,以及机床火灾特点,我们设定年平均机床空间环境温度+30℃作为守门员系统火灾报警启动温度阀值,此时着火点明火火焰外延直径≤300mm,着火点局部温度可能超过220℃。
T1-T2火灾发展通常时间范围65S~185S
绿色区域阶段的机床火灾直接损失通常很小,几乎可以忽略不记,机床损失主要为因停产造成的间接损失,该阶段的生产恢复通常需要0h~2h。
该阶段为最好的灭火阶段,该阶段灭火损失最少、灭火效率最高。
黄色区域
W2火灾发展期,此时着火点明火火焰外延直径≥300mm,着火点局部温度可能超过300℃。
W3通常定为机床重要精密机械的退火温度-120℃,超过此温度可能会对机床重要精密机械部分造成不可恢复的损害,例如机床的精度无法满足加工要求等。此时着火点明火火焰外延直径≤600mm,着火点局部温度可能超过600℃




自动灭火系统特点
1.根据火灾特性,选择不同药剂
3.机械式结构启动,安全可靠
2.毫秒级探测
4.快速降温
5.高效、洁净
6.持续抑制不复燃
7.不导电,灭火后无二次污染
8.实时监测灭火药剂重量
9.具有权威4大所出具的第三方检测报告
10.第三方产品责任保险
我们的技术研发团队包括产品开发、技术创新和市场响应等方面具有前瞻性。为市场提供高质量的产品和解决方案,从而赢得客户有口皆碑的信任和市场地位。
我们的设备已获得 CE 认证、CCCF、FM认证,出口到全球各个国家和地区。
我们的设备由太平洋保险公司承保。
将火灾扼杀在萌芽状态,许企业一个安全的明天。





提供定制化服务,充分考虑客户需求,降低客户成本。
咨询热线:180 1715 2248


